
電話:0755-27065558
傳真:+86(755)2959 1229
聯(lián)系人:
網(wǎng)址:k4973.cn
地址:中國 · 深圳 · 寶安區(qū)松崗街道江邊創(chuàng)業(yè)四路4號(hào)
作者: 「深圳鈍化技術(shù)公司」發(fā)表時(shí)間:2022-07-16 09:53:48瀏覽量:1594【小中大】
表面處理是在基體材料表面上人工形成一層與基體的機(jī)械、物理和化學(xué)性能不同的表層的工藝方法。表面處理的目的是滿足產(chǎn)品的耐蝕性、耐磨性、裝飾或其他特種功能要求。 對于金屬鑄件,我們比較常用的表面處理方法是,機(jī)械打磨,化學(xué)處理,表面熱處理,噴涂表面等。
一、表面熱處理
表面淬火
表面淬火是指在不改變鋼的化學(xué)成分及心部組織情況下,利用快速加熱將表層奧氏體化后進(jìn)行淬火以強(qiáng)化零件表面的熱處理方法。
表面熱處理的主要方法有火焰淬火和感應(yīng)加熱熱處理,常用的熱源有氧乙炔或氧丙烷等火焰、感應(yīng)電流、激光和電子束等。
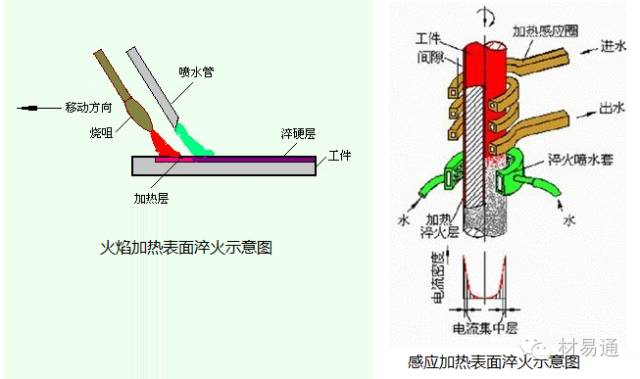
感應(yīng)加熱
利用交變電流在工件表面感應(yīng)巨大渦流,使工件表面迅速加熱的方法。

感應(yīng)加熱分為:
1.高頻感應(yīng)加熱,頻率為250-300KHz,淬硬層深度0.5-2mm;
2.中頻感應(yīng)加熱,頻率為2500-8000Hz,淬硬層深度2-10mm;
3.工頻感應(yīng)加熱,頻率為50Hz,淬硬層深度10-15mm。
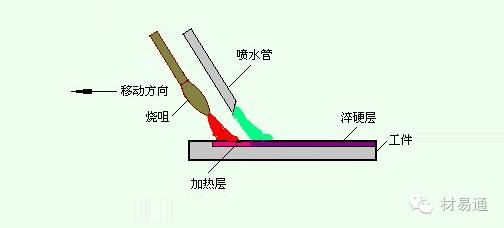
火焰加熱
利用乙炔火焰直接加熱工件表面的方法。成本低,但質(zhì)量不易控制。
激光加熱
利用高能量密度的激光對工件表面進(jìn)行加熱的方法。效率高,質(zhì)量好。
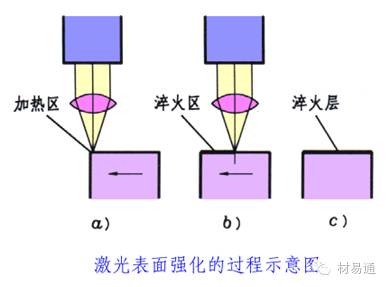
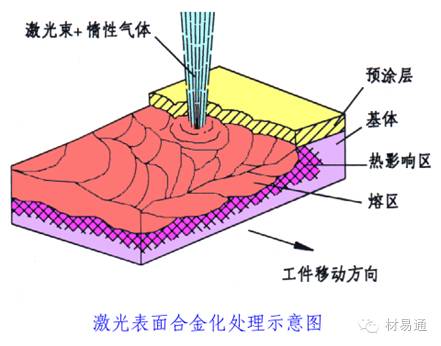
激光表面強(qiáng)化可分為激光相變強(qiáng)化處理、激光表面合金化處理和激光熔覆處理等。
激光表面強(qiáng)化主要用于局部強(qiáng)化的零件,如沖裁模、曲軸、凸輪、凸輪軸、花鍵軸、精密儀器導(dǎo)軌、高速鋼刀具、齒輪及內(nèi)燃機(jī)缸套等。
發(fā)藍(lán)和磷化
發(fā)藍(lán)
鋼材或鋼件在空氣-水蒸氣或化學(xué)藥物中加熱到適當(dāng)溫度使其表面形成一層藍(lán)色或黑色氧化膜的工藝。也稱發(fā)黑。
常用于精密儀器、光學(xué)儀器、工具、硬度塊及機(jī)械行業(yè)中的標(biāo)準(zhǔn)件等。
磷化
工件(鋼鐵或鋁、鋅件)浸入磷化液(某些酸式磷酸鹽為主的溶液),在表面沉積形成一層不溶于水的結(jié)晶型磷酸鹽轉(zhuǎn)換膜的過程,稱之為磷化。
磷化廣泛應(yīng)用于防蝕技術(shù),金屬冷變形加工工業(yè)。
二、化學(xué)表面熱處理
化學(xué)表面熱處理
化學(xué)熱處理是將工件置于特定介質(zhì)中加熱保溫,使介質(zhì)中活性原子滲入工件表層從而改變工件表層化學(xué)成分和組織,進(jìn)而改變其性能的熱處理工藝。
化學(xué)熱處理也是獲得表硬里韌性能的方法之一。與表面淬火相比,化學(xué)熱處理不僅改變鋼的表層組織,還改變其化學(xué)成分。根據(jù)滲入的元素不同,化學(xué)熱處理可分為滲碳、氮化、多元共滲、滲其他元素等。 化學(xué)熱處理過程包括分解、吸收、擴(kuò)散三個(gè)基本過程。
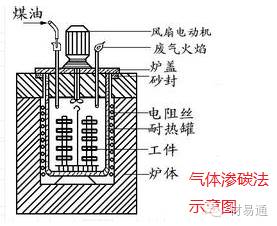
常用的化學(xué)熱處理:
滲碳、滲氮(俗稱氮化)、碳氮共滲(俗稱氰化和軟氮化)等。滲硫、滲硼、滲鋁、滲釩、滲鉻等。
發(fā)藍(lán)、磷化可以歸為表面處理,不屬于化學(xué)熱處理。
滲碳和氮化
| 對比 |
滲碳 |
氮化 |
| 目的 |
提高工件表面硬度、耐磨性及疲勞強(qiáng)度,同時(shí)保持心部良好的韌性。 |
提高工件表面硬度、耐磨性及疲勞強(qiáng)度,提高耐蝕性。
|
| 用材 |
含0.1-0.25%C的低碳鋼。碳高則心部韌性降低。 |
為含Cr、Mo、Al、Ti、V的中碳鋼。
|
|
常用方法 |
氣體滲碳法、固體滲碳法、真空滲碳法 |
氣體氮化法、離子氮化法
|
| 溫度 |
900~950℃
|
500~570℃ |
| 表面厚度 | 一般為0.5~2mm |
不超過06~0.7mm
|
| 優(yōu)點(diǎn) | -- |
溫度較低,硬度、耐磨性、抗疲勞性更高,耐蝕性更好,無需再熱處理, 可避免熱處理帶來的變形和其他缺陷
|
| 缺點(diǎn) | -- |
工藝復(fù)雜,成本高,氮化層薄
|
| 用途 |
廣泛用于飛機(jī)﹑汽車和拖拉機(jī)等的機(jī)械零件﹐如齒輪﹑軸﹑凸輪軸等。 |
用于耐磨性、精度要求高的零件及耐熱、耐磨及耐蝕件。如儀表的小軸、輕載齒輪及重要的曲軸等。 |
三、表面形變強(qiáng)化
表面形變強(qiáng)化
表面形變強(qiáng)化指使鋼件在常溫下發(fā)生塑性變形,以提高其表面硬度并產(chǎn)生有利的殘余壓應(yīng)力分布的表面強(qiáng)化工藝。工藝簡單,成本低廉,是提高鋼件抗疲勞能力,延長其使用壽命的重要工藝措施。
噴丸噴丸強(qiáng)化是將大量高速運(yùn)動(dòng)的彈丸噴射到零件表面上,猶如無數(shù)個(gè)小錘錘擊金屬表面,使零件表層和次表層發(fā)生一定的塑性變形而實(shí)現(xiàn)強(qiáng)化的一種技術(shù)。
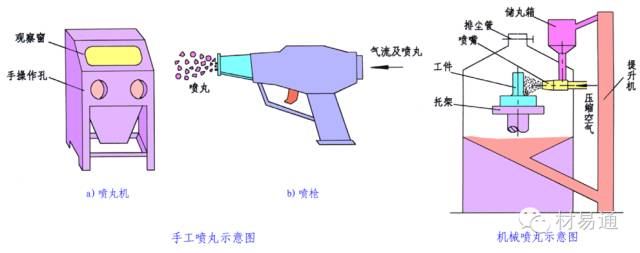
應(yīng)用:形狀較復(fù)雜的零件,在磨削、電鍍等工序后進(jìn)行。
滾壓處理
利用自由旋轉(zhuǎn)的淬火鋼滾子對鋼件的已加工表面進(jìn)行滾壓,使之產(chǎn)生塑性變形,壓平鋼件表面的粗糙凸峰,形成有利的殘余壓應(yīng)力,從而提高工件的耐磨性和抗疲勞能力。
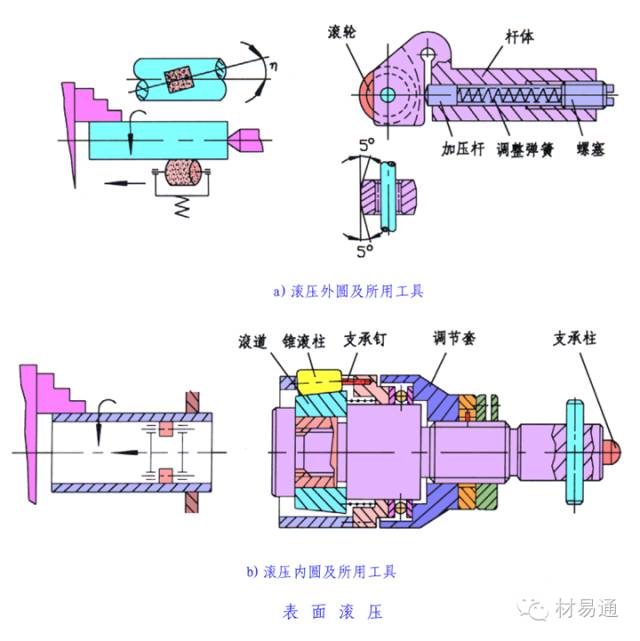
應(yīng)用:圓柱面、錐面、平面等形狀比較簡單的零件
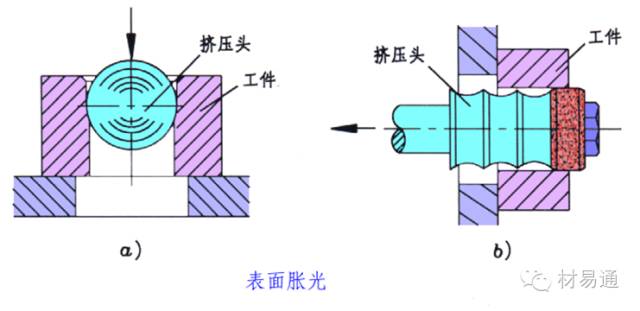
表面脹光(擠光或擠壓)
表面脹光是在常溫下將直徑稍大于孔徑的鋼球或其他形狀的脹光工具擠過工件已加工的內(nèi)孔,以獲得準(zhǔn)確,光潔和強(qiáng)化的表面。
四、表面覆層強(qiáng)化
表面覆層強(qiáng)化
表面覆層強(qiáng)化是通過物理或化學(xué)的方法在金屬表面涂覆一層或多層其他金屬或非金屬的表面強(qiáng)化工藝。
目的:提高鋼件的耐磨性、耐蝕性、耐熱性或進(jìn)行表面裝飾。
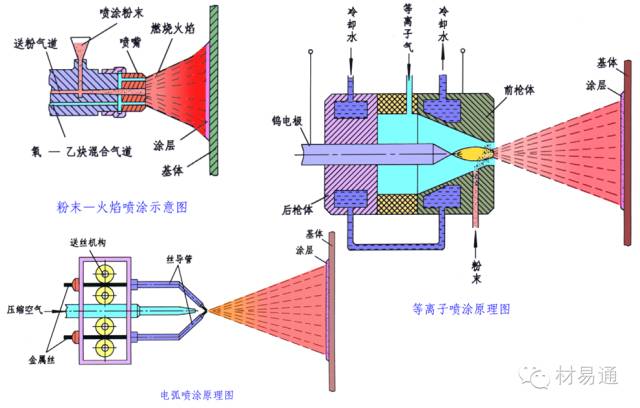
金屬噴涂技術(shù)
將金屬粉末加熱至熔化或半熔化狀態(tài),用高壓氣流使其霧化并噴射于工件表面形成涂層的工藝稱為熱噴涂。
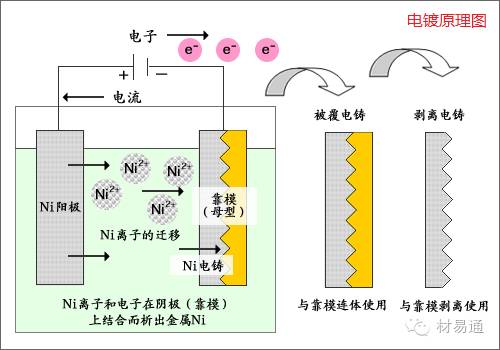
金屬鍍層
在基體材料的表面覆上一層或多層金屬鍍層,可以顯著改善其耐磨性、耐蝕性和耐熱性,或獲得其他特殊性能。有電鍍、化學(xué)鍍、復(fù)合鍍、滲鍍、熱浸鍍、真空蒸鍍、噴鍍、離子鍍、濺射等方法。
金屬碳化物覆層~氣相沉積法
氣相沉積技術(shù)是指將含有沉積元素的氣相物質(zhì),通過物理或化學(xué)的方法沉積在材料表面形成薄膜的一種新型鍍膜技術(shù)。
根據(jù)沉積過程的原理不同,氣相沉積技術(shù)可分為物理氣相沉積(PVD)和化學(xué)氣相沉積(CVD)兩大類。
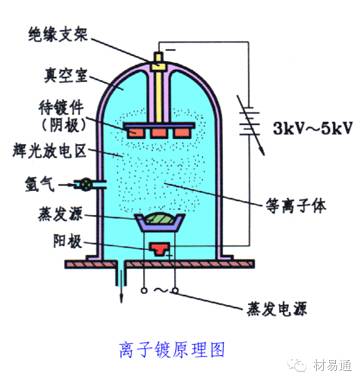
物理氣相沉積(PVD)
物理氣相沉積是指在真空條件下,用物理的方法,使材料汽化成原子、分子或電離成離子,并通過氣相過程,在材料表面沉積一層薄膜的技術(shù)。
物理沉積技術(shù)主要包括真空蒸鍍、濺射鍍、離子鍍?nèi)N基本方法。
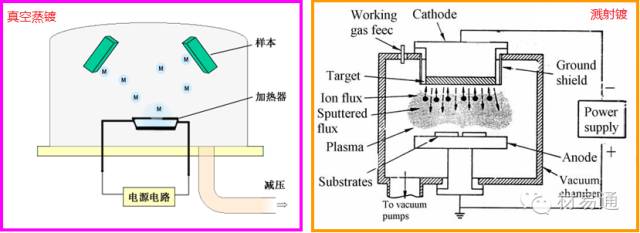
物理氣相沉積具有適用的基體材料和膜層材料廣泛;工藝簡單、省材料、無污染;獲得的膜層膜基附著力強(qiáng)、膜層厚度均勻、致密、針孔少等優(yōu)點(diǎn)。
廣泛用于機(jī)械、航空航天、電子、光學(xué)和輕工業(yè)等領(lǐng)域制備耐磨、耐蝕、耐熱、導(dǎo)電、絕緣、光學(xué)、磁性、壓電、滑潤、超導(dǎo)等薄膜。
化學(xué)氣相沉積(CVD)
化學(xué)氣相沉積是指在一定溫度下,混合氣體與基體表面相互作用而在基體表面形成金屬或化合物薄膜的方法。
由于化學(xué)氣相沉積膜層具有良好的耐磨性、耐蝕性、耐熱性及電學(xué)、光學(xué)等特殊性能,已被廣泛用于機(jī)械制造、航空航天、交通運(yùn)輸、煤化工等工業(yè)領(lǐng)域。
五、表面潔化及裝飾
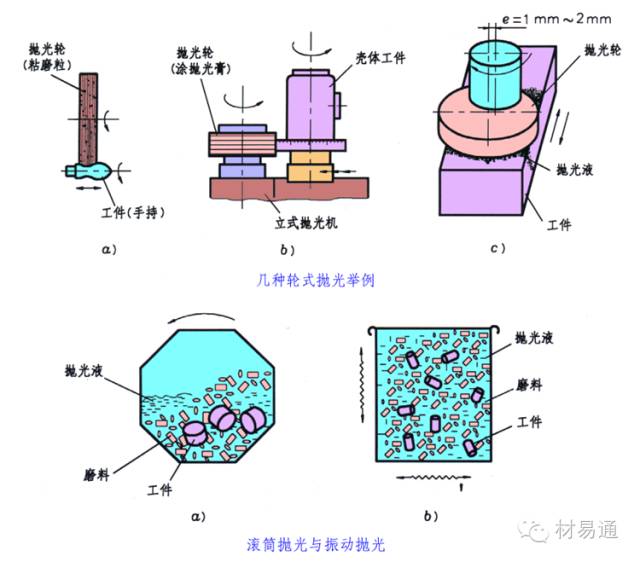
拋光
拋光是對零件表面進(jìn)行修飾的一種光整加工方法,一般只能得到光滑表面,不能提高甚至不能保持原有的加工精度,隨預(yù)加工狀況不同,拋光后的Ra值可達(dá)1.6~0.008 mm。
機(jī)械拋光
包括輪式拋光、滾筒拋光和振動(dòng)拋光。
化學(xué)拋光
將金屬零件浸入特制的化學(xué)溶液中,利用金屬表面凸起部位比凹洼部位溶解速度快的現(xiàn)象實(shí)現(xiàn)零件表面的拋光。
電化學(xué)拋光
電化學(xué)拋光與化學(xué)拋光類似,不同點(diǎn)是還要通以直流電,工件接陽報(bào),產(chǎn)生陽極溶解,也是利用金屬表面凸起部位比凹洼部位溶解速度快的現(xiàn)象進(jìn)行拋光的。
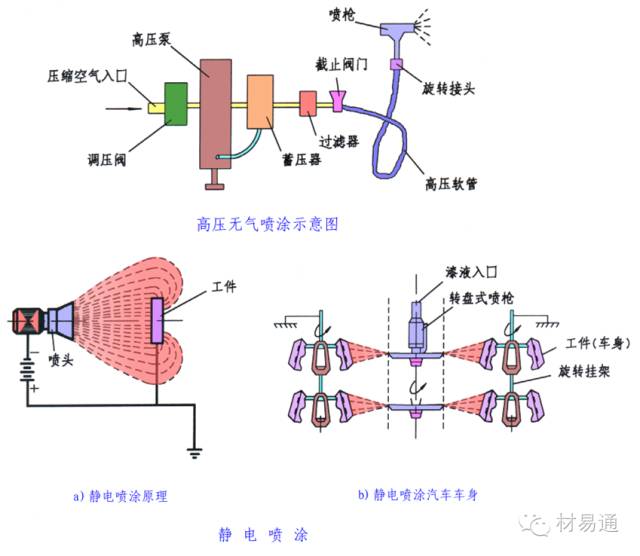
涂裝
涂裝工藝
常見涂裝工藝有:刷涂、自動(dòng)浸涂、手工噴涂(含高壓無氣噴涂)、淋涂、幕簾淋涂、流化床涂覆、輥涂、靜電噴涂等。
傳真:+86(755)2959 1229
郵 箱:dh@dunhua.net.cn
地 址:中國 · 深圳 · 寶安區(qū)松崗街道江邊創(chuàng)業(yè)四路4號(hào)
 關(guān)注鈍化技術(shù)
關(guān)注鈍化技術(shù)Copyright ? 2022 深圳市鈍化技術(shù)有限公司 粵ICP備13016465號(hào)
免責(zé)聲明 網(wǎng)站地圖 XML地圖 百度統(tǒng)計(jì),cnzz
