
返回當(dāng)前位置:首頁 / 新聞中心 / 技術(shù)動(dòng)態(tài)
電話:0755-27065558
傳真:+86(755)2959 1229
聯(lián)系人:
網(wǎng)址:k4973.cn
地址:中國 · 深圳 · 寶安區(qū)松崗街道江邊創(chuàng)業(yè)四路4號(hào)
作者: 「深圳鈍化技術(shù)公司」發(fā)表時(shí)間:2022-05-06 14:38:33瀏覽量:1530【小中大】
通常在金屬加工前會(huì)對(duì)其進(jìn)行加熱軟化,這樣會(huì)讓金屬加工變得更容易,而且可以提高零部件的機(jī)械性能。而上圖這種不加熱就直接加工的方法,就是冷鐓工藝。
緊固件成型工藝中,冷鐓(擠)技術(shù)是一種主要加工工藝,冷鐓工藝,最適合生產(chǎn)螺栓、螺釘、螺母和鉚釘。
01
冷鐓是什么?
冷鐓(擠壓 ) 是精密塑性體積成形技術(shù)中的一個(gè)重要組成部分。冷擠壓是指在冷態(tài)下將金屬毛坯放入模具模腔內(nèi),在強(qiáng)大的壓力和一定的速度作用下,迫使金屬材料產(chǎn)生塑性流動(dòng),從而獲得所需形狀、尺寸以及具有一定力學(xué)性能的擠壓件。
顯然,冷擠壓加工是靠模具來控制金屬流動(dòng),靠金屬體積的大量轉(zhuǎn)移來成形零件的。
實(shí)際上,任何緊固件的成形,不單是冷鐓一種變形方式能實(shí)現(xiàn)的,它在冷鐓過程中,除了鐓粗變形外,還伴隨有正、反擠壓、復(fù)合擠壓、沖切和輾壓等多種變形方式。
因此,生產(chǎn)中對(duì)冷鐓的叫法,只是一種習(xí)慣性叫法,更確切地說,應(yīng)該叫做冷鐓(擠)。
02
冷鐓(擠壓)工藝的優(yōu)點(diǎn)
冷擠壓技術(shù)是一種高精、高效、優(yōu)質(zhì)低耗的先進(jìn)生產(chǎn)工藝技術(shù),較多應(yīng)用于中小型鍛件規(guī)模化生產(chǎn)中。與其他加工工藝相比冷擠壓有如下優(yōu)點(diǎn)。
鋼材利用率高。冷鐓(擠)是一種少、無切削加工方法,如加工桿類的六角頭螺栓、圓柱頭內(nèi)六角螺釘,采用切削加工方法,鋼材利用率僅在25%~35%,而用冷鐓(擠)方法,它的利用率可高達(dá)85%~95%,僅是料頭、料尾及切六角頭邊的一些工藝消耗。
機(jī)械性能好。冷鐓(擠)方法加工的零件,由于金屬纖維未被切斷,因此強(qiáng)度要比切削加工的優(yōu)越得多。
適于自動(dòng)化生產(chǎn)。適宜冷鐓(擠)方法生產(chǎn)的緊固件(也含一部分異形件),基本屬于對(duì)稱性零件,適合采用高速自動(dòng)冷鐓機(jī)生產(chǎn),也是大批量生產(chǎn)的主要方法。
節(jié)約原材料。冷擠壓是利用金屬的塑性變形來制成所需形狀的零件,因而能大量減少切削加工,提高材料利用率。冷擠壓的材料利用率一般可達(dá)到80%以上。
提高勞動(dòng)生產(chǎn)率。用冷擠壓工藝代替切削加工制造零件,能使生產(chǎn)率提高幾倍、幾十倍、甚至上百倍。
零件可以獲得理想的表面粗糙度和尺寸精度。零件的精度可達(dá)IT7~I(xiàn)T8級(jí),表面粗糙度可達(dá)R0.2~R0.6。因此,用冷擠壓加工的零件一般很少再切削加工,只需在要求特別高之處進(jìn)行精磨。
提高零件的力學(xué)性能。冷擠壓后金屬的冷加工硬化,以及在零件內(nèi)部形成合理的纖維流線分布,使零件的強(qiáng)度遠(yuǎn)高于原材料的強(qiáng)度。此外,合理的冷擠壓工藝可使零件表面形成壓應(yīng)力而提高疲勞強(qiáng)度。因此,某些原需熱處理強(qiáng)化的零件用冷擠壓工藝后可省去熱處理工藝,有些零件原需要用強(qiáng)度高的鋼材制造,用冷擠壓工藝后就可用強(qiáng)度較低的鋼材替用。
可加工形狀復(fù)雜的,難以切削加工的零件。如異形截面、復(fù)雜內(nèi)腔、內(nèi)齒及表面看不見的內(nèi)槽等。
降低零件成本。由于冷擠壓工藝具有節(jié)約原材料、提高生產(chǎn)率、減少零件的切削加工量、可用較差的材料代用優(yōu)質(zhì)材料等優(yōu)點(diǎn),從而使零件成本大大降低。
總之,冷鐓(擠)方法加工緊固件、異形件是一種綜合經(jīng)濟(jì)效益相當(dāng)高的加工方法,是緊固件行業(yè)中普遍采用的加工方法,也是一種在國內(nèi)、外廣為利用、很有發(fā)展的先進(jìn)加工方法。
03冷擠壓技術(shù)在應(yīng)用中存在的難點(diǎn)
1)對(duì)模具要求高。冷擠壓時(shí)毛坯在模具中受三向壓應(yīng)力而使變形抗力顯著增大,這使得模具所受的應(yīng)力遠(yuǎn)比一般沖壓模大,冷擠壓鋼材時(shí),模具所受的應(yīng)力常達(dá)2000~2500MPa。模具除需要具有高強(qiáng)度外,還需有足夠的沖擊韌性和耐磨性。此外,金屬毛坯在模具中強(qiáng)烈的塑性變形,會(huì)使模具溫度升高至250℃~300℃左右,因而,模具材料需要一定的回火穩(wěn)定性。由于上述情況,冷擠壓模具的壽命遠(yuǎn)低于沖壓模。
2)需要大噸位的壓力機(jī)。由于冷擠壓時(shí)毛坯的變形抗力大,需用數(shù)百噸甚至幾千噸的壓力機(jī)。
3)由于冷擠壓的模具成本高,一般只適用于大批量生產(chǎn)的零件。它適宜的最小批量是5~10萬件。
4)毛坯在擠壓前需進(jìn)行表面處理。這不但增加了工序,需占用較大的生產(chǎn)面積,而且難以實(shí)現(xiàn)生產(chǎn)自動(dòng)化。
5)不宜用于高強(qiáng)度材料加工。
6)冷擠壓零件的塑性、沖擊韌性變差,而且零件的殘余應(yīng)力大,這會(huì)引起零件變形和耐腐蝕性的降低(產(chǎn)生應(yīng)力腐蝕)。
04
常用的擠壓方法分類
1.正擠壓
擠壓時(shí),金屬的流動(dòng)方向與凸模的運(yùn)動(dòng)方向相一致。正擠壓又分為實(shí)心件正擠壓和空心件正擠壓兩種。正擠壓法可以制造各種形狀的實(shí)心件和空心件,如螺釘、心軸、管子和彈殼等。
2.反擠壓
擠壓時(shí),金屑的流動(dòng)方向與凸模的運(yùn)動(dòng)方向相反,反擠壓法可以制造各種斷面形狀的杯形件,如儀表罩殼、萬向節(jié)軸承套等。
3.復(fù)合擠壓
擠壓時(shí),毛坯一部分金屬流動(dòng)方向與凸模的運(yùn)動(dòng)方向相同,而另一部分金屑流動(dòng)方向則與凸模的運(yùn)動(dòng)方向相反,復(fù)合擠壓法可以制造雙杯類零件,也可以制造杯桿類零件和桿桿類零件。
4.減徑擠壓
變形程度較小的一種變態(tài)正擠壓法,毛坯斷面僅作輕度縮減。主要用于制造直徑相差不大的階梯軸類零件以及作為深孔杯形件的修整工序。
以上幾種擠壓的共同特點(diǎn)是:金屑流動(dòng)方向都與凸模軸線平行,因此,可統(tǒng)稱為軸向擠壓法。另外,還有徑向擠壓和鐓擠法。
05
冷擠壓、熱擠壓和溫?cái)D壓的比較

冷擠壓成形法雖有很多優(yōu)點(diǎn),但變形抗力大,就限制了零件的尺寸,同時(shí),也限制了變形抗力大的材料采用冷擠壓工藝。
熱擠壓成形法,雖然可以使材料變形抗力變小,但由于加熱,產(chǎn)生氧化、脫碳及熱膨脹等問題,降低了產(chǎn)品的尺寸精度和表面質(zhì)量,因而一般都需要經(jīng)過大量的切削加工,才能作為最后產(chǎn)品。
溫?cái)D壓成形法,是將毛坯加熱到金屬再結(jié)晶溫度以下某個(gè)適當(dāng)?shù)臏囟冗M(jìn)行擠壓。由于金屬加熱,毛坯的變形抗力減小。成形容易,壓力機(jī)的噸位也可以減小,而且模具的壽命延長(zhǎng)。但與熱擠壓不同,因?yàn)樵诘蜏胤秶鷥?nèi)加熱,氧化、脫碳的可能性小,產(chǎn)品的機(jī)械性能與冷擠壓的產(chǎn)品也差別不大。特別是在室溫下難加工的材料,例如析出硬化相的不銹鋼、高碳鋼、含鉻量高的—些鋼、高溫合金等,在溫?cái)D壓時(shí)可能變成可以加工或容易加工。
溫?cái)D壓不僅適用于變形抗力高的難加工材料,就是對(duì)于冷擠壓適宜的低碳鋼,也適合作為溫?cái)D壓的對(duì)象,因?yàn)闇財(cái)D壓有便于組織連續(xù)生產(chǎn)的優(yōu)點(diǎn)。在冷擠壓時(shí),包括冷擠壓低碳鋼在內(nèi),一般在加工前要進(jìn)行預(yù)先軟化退火,在各道冷擠壓工序之間也要進(jìn)行退火處理。在冷擠壓以前要進(jìn)行鈍化處理。這就使得組織連續(xù)生產(chǎn)產(chǎn)生困難。溫?cái)D壓時(shí)可以不進(jìn)行預(yù)先軟化退火和各工序之間的退火,也可以不進(jìn)行表面處理,這就使得組織連續(xù)生產(chǎn)成為可能,至少可以減少許多輔助工序。
溫?cái)D壓可以采用大的變形量,這樣就可以減少工序數(shù)目。模具費(fèi)用也可以大大減少,而且不需要?jiǎng)傂詷O高的高價(jià)鍛壓設(shè)備,可以使用通用鍛壓設(shè)備,所以雖然溫?cái)D壓需要加熱金屬,但是總的加工費(fèi)用還是比較便宜,待別是在制造工序復(fù)雜的非軸對(duì)稱的異形部件時(shí),溫?cái)D壓尤可發(fā)揮它的作用。
目前,溫?cái)D壓采用的潤滑劑還不能完全令人滿意。同時(shí),也還缺乏加工方面的一些實(shí)際數(shù)據(jù),還有許多技術(shù)問題有待解決。
06
冷鐓和冷鍛是一回事嗎?
冷墩與冷鍛基本上是同樣條件的變形加工,但在操作方式上是不一樣的。冷墩屬于較小型工件的鍛造變形,常用于緊固件工業(yè)。而冷鍛則屬于較大型工件的擠壓變形,用途較廣泛;冷鐓相當(dāng)于是冷擠壓的一個(gè)分枝,簡(jiǎn)單的來說做螺栓的工藝中,六角頭成形屬冷鐓,桿部縮徑屬冷鍛(正擠)。非切邊六角法蘭面螺栓(多工位成形)即有冷鐓又有冷鍛,六角螺母成形前邊整形只有冷鐓,后邊工序擠孔屬冷鍛(正反擠)。
07
冷鐓和冷擠壓用鋼的牌號(hào)及化學(xué)成分
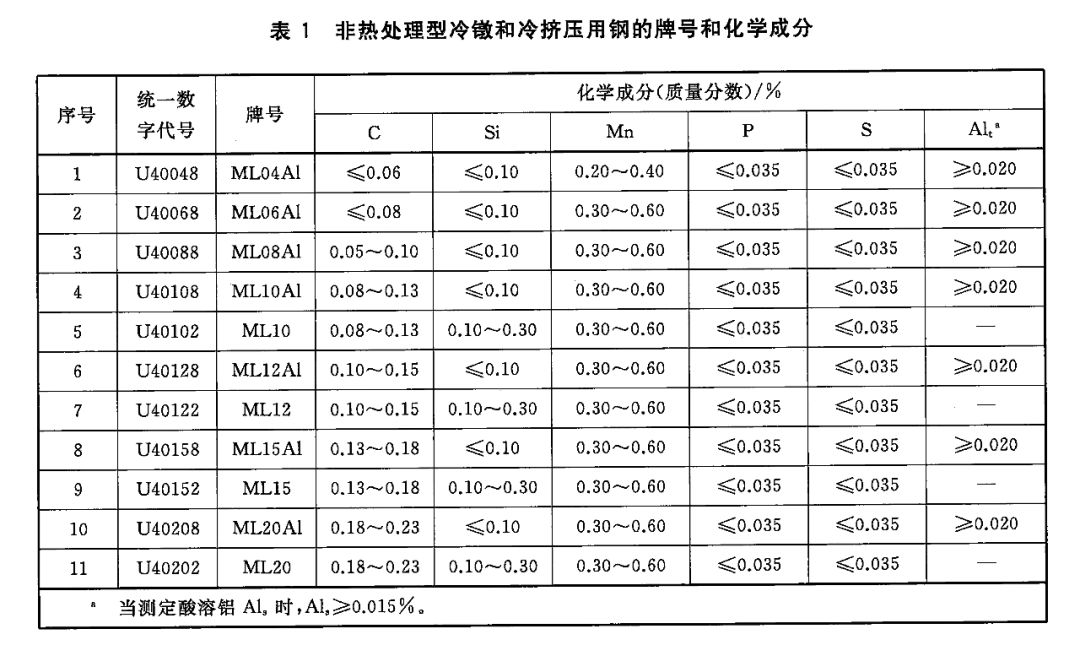
1.非熱處理型冷鐓和冷擠壓用鋼
1)非熱處理型冷鐓和冷擠壓用鋼的牌號(hào)和化學(xué)成分(熔煉分析)應(yīng)符合表中的規(guī)定。
2)表面硬化型冷鐓和冷擠壓用鋼的牌號(hào)和化學(xué)成分(熔煉分析)應(yīng)符合以下表格的規(guī)定。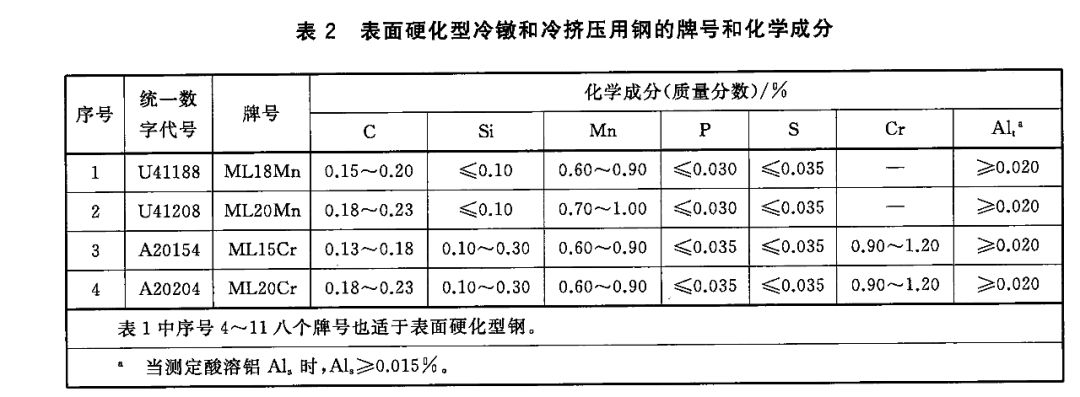
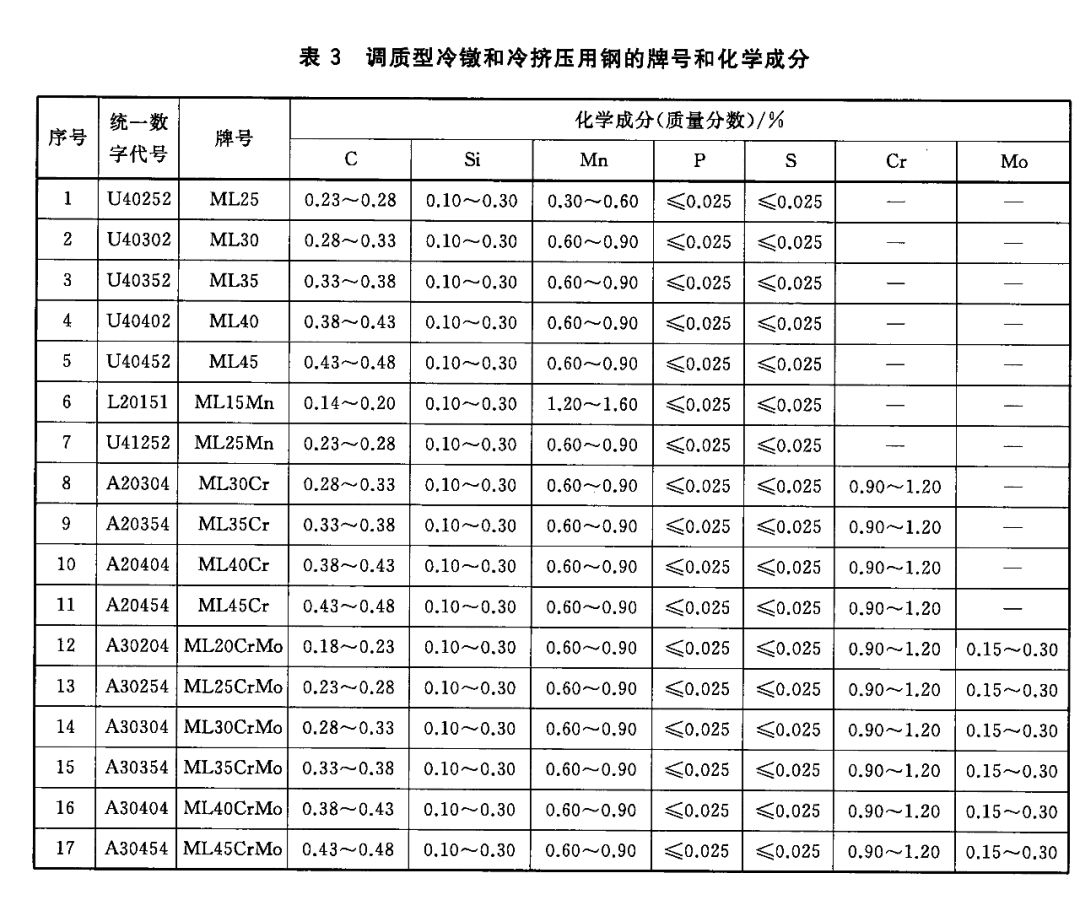
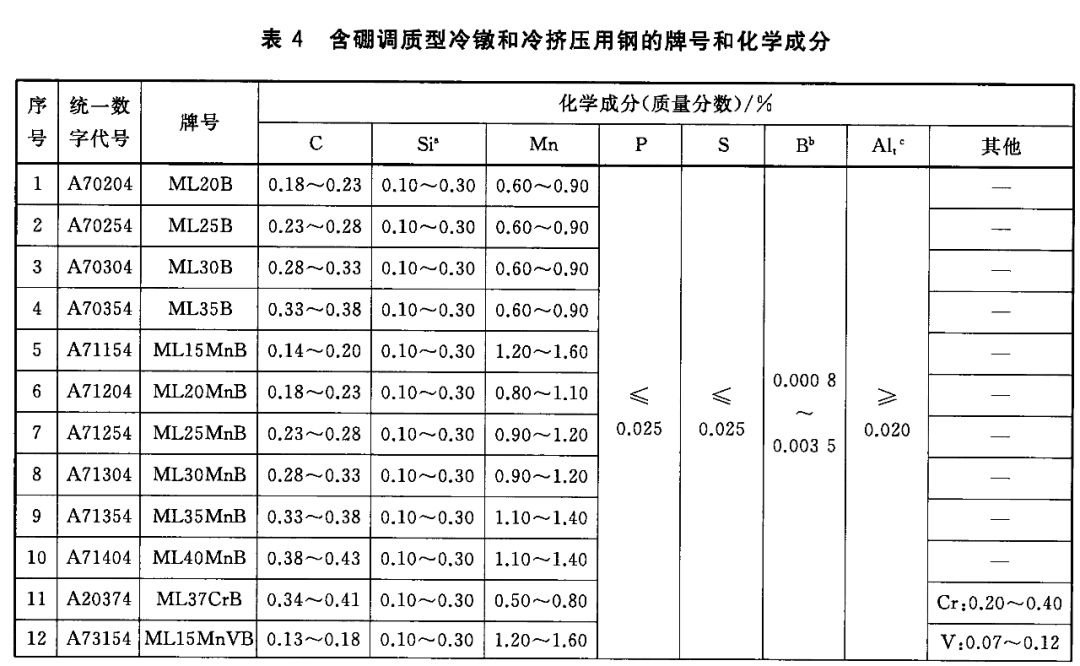
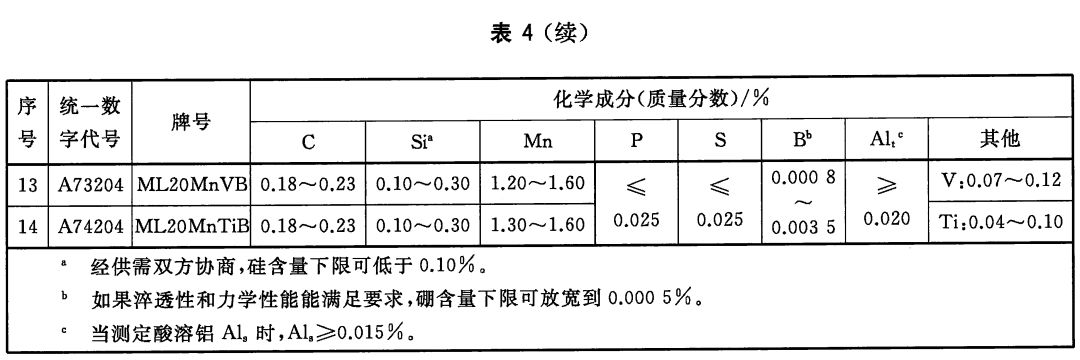
3)調(diào)質(zhì)型冷鐓和冷擠壓用鋼(包括含硼鋼)的牌號(hào)和化學(xué)成分(熔煉分析)應(yīng)符合表3和表4的規(guī)定。
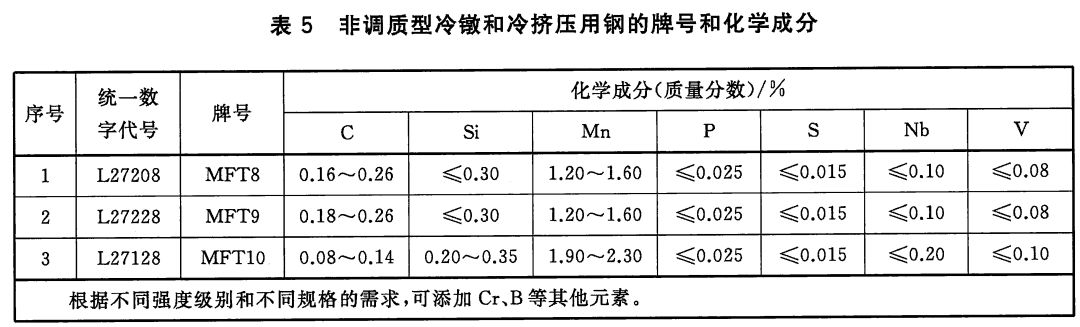
4)非調(diào)質(zhì)型冷鐓和冷擠壓運(yùn)用鋼的牌號(hào)和化學(xué)成分(熔煉分析)應(yīng)符合表5的規(guī)定。
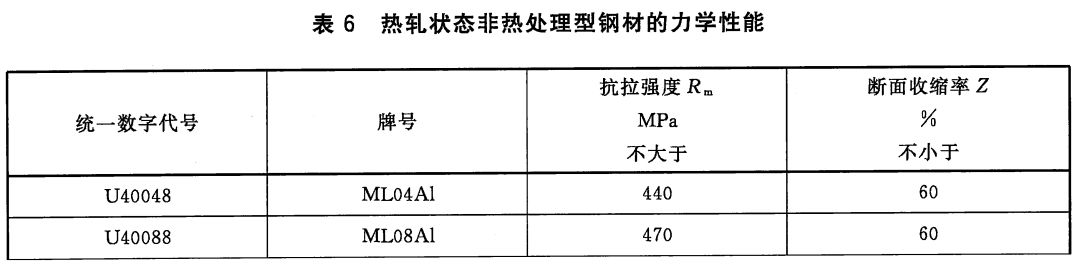
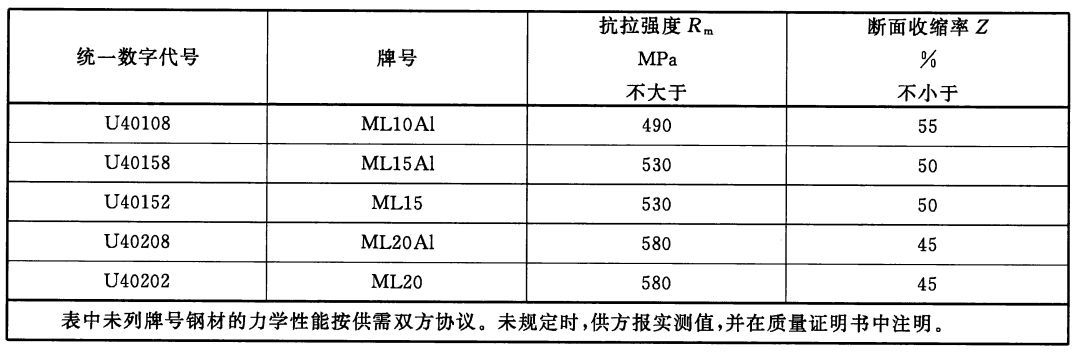
5)熱軋狀態(tài)非熱處理型鋼材的力學(xué)性能。
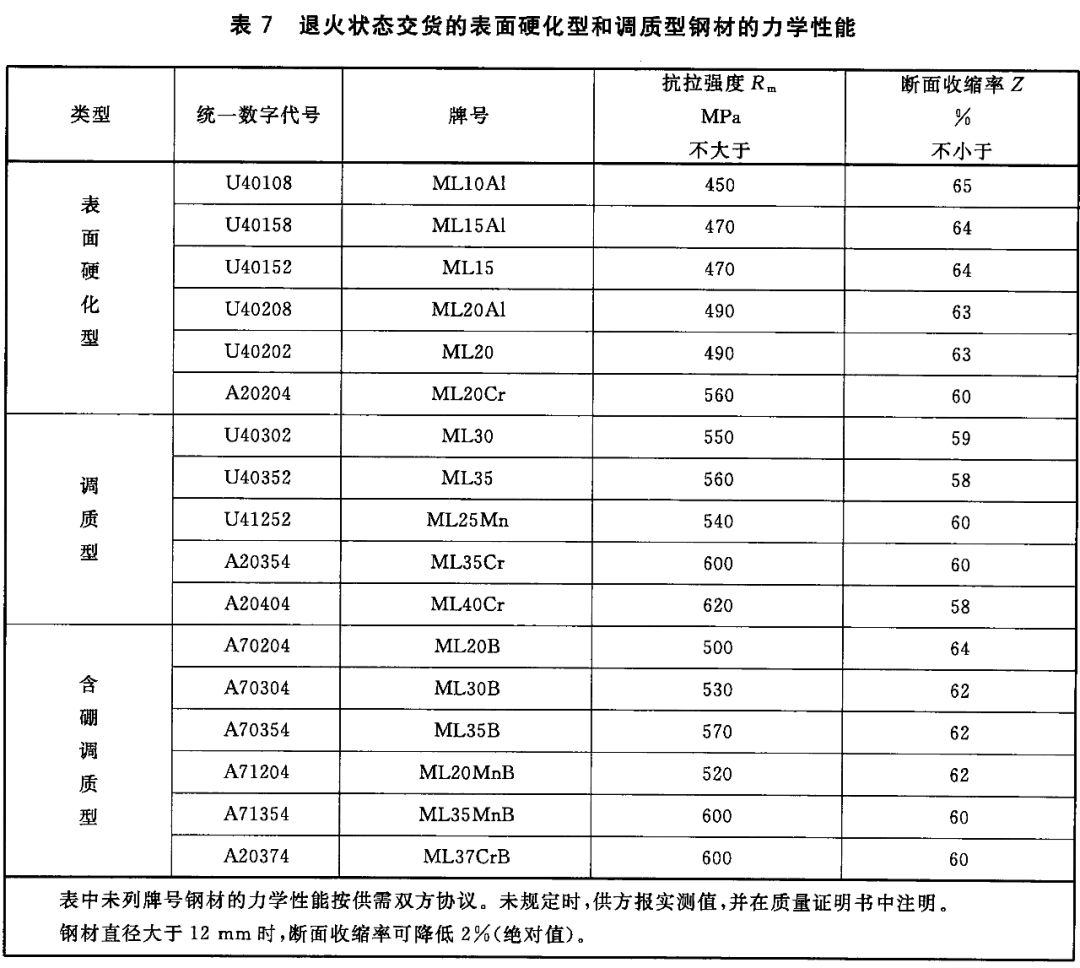
2.表面硬化型和調(diào)質(zhì)型(包括含硼鋼)
1)熱軋狀態(tài)交貨的鋼材一般不做力學(xué)性能試驗(yàn)。退火狀態(tài)交貨時(shí)鋼材的力學(xué)性能應(yīng)符合下圖的規(guī)定。
2)非調(diào)質(zhì)型冷鐓和冷擠壓用鋼,熱軋狀態(tài)交貨非調(diào)質(zhì)型鋼材的力學(xué)性能應(yīng)符合以下表格規(guī)定。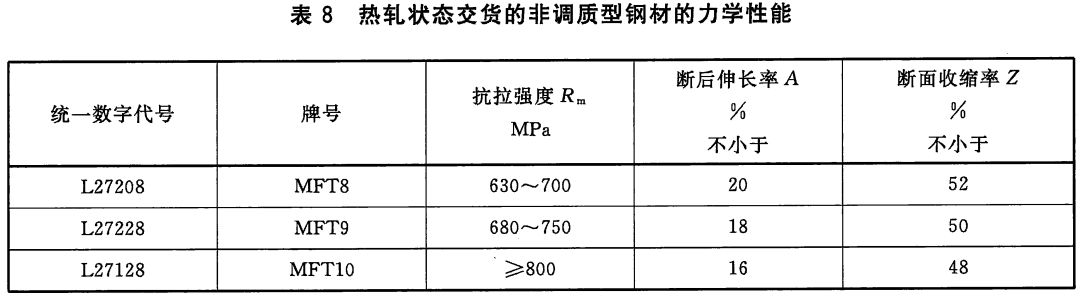
3)調(diào)質(zhì)型(包括含硼鋼)和非調(diào)質(zhì)型鋼材應(yīng)進(jìn)行脫碳層檢驗(yàn)。脫碳深度應(yīng)符合下表規(guī)定要求。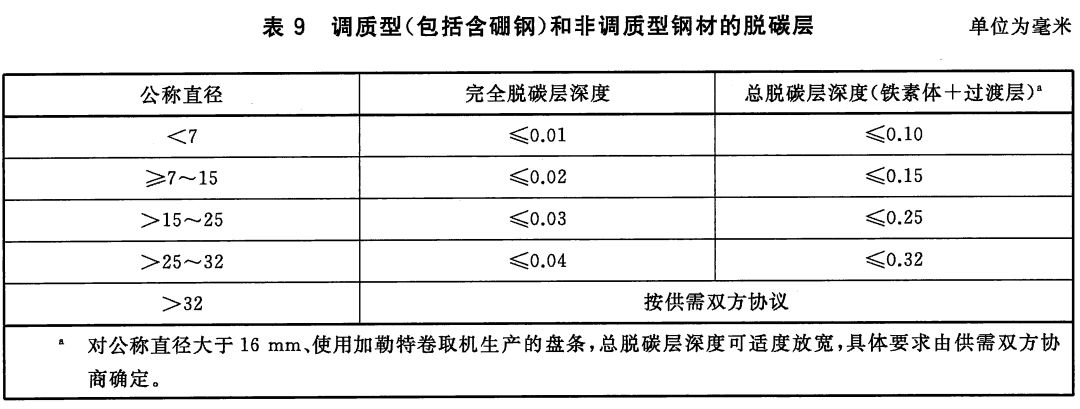
MatAi持續(xù)面向2035的新材料戰(zhàn)略,并已成功實(shí)現(xiàn)了企業(yè)級(jí)應(yīng)用。MatAi將大力推進(jìn)材料基因工程、建設(shè)材料數(shù)字化研發(fā)平臺(tái)、推動(dòng)材料基因工程加速融入新材料的研發(fā)、設(shè)計(jì)、制造和應(yīng)用全生命周期,縮短新材料研發(fā)周期,降低研發(fā)成本。加強(qiáng)新材料資源共享平臺(tái)建設(shè),對(duì)新材料產(chǎn)品、企業(yè)、資金項(xiàng)目、成果獎(jiǎng)勵(lì)、學(xué)術(shù)文獻(xiàn)、標(biāo)準(zhǔn)、專利、專家等海量數(shù)據(jù)資源進(jìn)行匯總加工,從而構(gòu)建新材料行業(yè)知識(shí)服務(wù)系統(tǒng)。
傳真:+86(755)2959 1229
郵 箱:dh@dunhua.net.cn
地 址:中國 · 深圳 · 寶安區(qū)松崗街道江邊創(chuàng)業(yè)四路4號(hào)
 關(guān)注鈍化技術(shù)
關(guān)注鈍化技術(shù)Copyright ? 2022 深圳市鈍化技術(shù)有限公司 粵ICP備13016465號(hào)
免責(zé)聲明 網(wǎng)站地圖 XML地圖 百度統(tǒng)計(jì),cnzz
