電話:0755-27065558
傳真:+86(755)2959 1229
聯系人:
網址:k4973.cn
地址:中國 · 深圳 · 寶安區松崗街道江邊創業四路4號
作者: Fastener微信公眾號發表時間:2022-03-04 14:46:27瀏覽量:3100【小中大】
冷鐓利用模具在常溫下對金屬棒料鐓粗(常為局部鐓粗)成形的鍛造方法。通常用來制造螺釘、螺栓、鉚釘等的頭部。可以減少或代替切削加工。
鍛坯材料可以是銅﹑鋁﹑碳鋼﹑合金鋼﹑不銹鋼和鈦合金等﹐材料利用率可達80~90%。冷鐓多在專用的冷鐓機上進行﹐便于實現連續﹑多工位﹑自動化生產。在冷鐓機上能順序完成切料﹑鐓頭﹑聚積﹑成形﹑倒角﹑搓絲﹑縮徑和切邊等工序。生產效率高﹐可達300件/分以上﹐最大冷鐓工件的直徑為48毫米。棒料由送料機構自動送進一定度﹐切斷機構將其切斷成坯料﹐然后由夾鉗傳送機構依次送至聚積壓形和沖孔工位進行冷鐓成形。
這門技術屬于冷成型的一個種類,就是在不進行加熱的情況下對材料進行沖剪、彎曲、拉深等的加工方式。冷成型工藝有冷鐓、冷軋、模鍛等。
一、什么是冷鐓
冷鐓(冷擠):金屬在常溫下,借助模具進行鐓鍛完成金屬塑性變形,達到規定的幾何形狀、尺寸及質量要求的工藝方法。
溫鐓:材料通過感應加熱到溫度600-800℃借助模具的鐓鍛;
熱鐓:材料通過感應加熱到溫度1000-1200℃借助模具的鐓鍛。
冷鐓變形方式:沖切、輾壓、正擠壓、反擠壓、復合擠壓
冷鐓的優點:
1、鋼材利用率高:利用率可高達85%~95%;
2、生產率高:與切削加工相比,冷鐓成型效率要高出幾十倍以上,冷鐓機生產效率80-250件/分鐘;
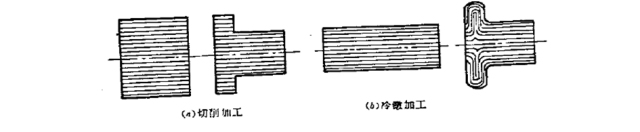
3、機械性能好:保持了金屬纖維組織的完整性,由于金屬纖維未被切斷,因此強度要比切削加工的優越得多:
4、適于自動化生產:適宜冷鐓(擠)方法生產的零件,基本屬于對稱性零件,是大批量生產的主要方法;
5、減輕了工人的勞動強度
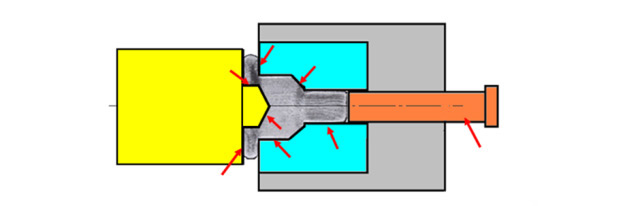
二、冷鐓設備介紹

三、冷墩設計原理
1、最小阻力定律:金屬在變形中,變形體的質點有向各方向移動的可能,變形體質點的移動是沿其最小阻力方向移動。

2、體積不變定律:金屬塑性變形中,其密度改變極為微小,可以忽略。塑性變形的物體的體積保持不變,金屬坯件在塑性變形以前的體積等于變形后的體積。體積不變定律是根據產品形狀尺寸、計算出體積,據此再確定所需坯件的具體尺寸。
四、影響冷鐓變形的因素
1、摩擦的影響:在變形中模具和坯件間的接觸面上不可避免的有摩擦力存在,由于摩擦力的作用,改變了金屬流動的特征。

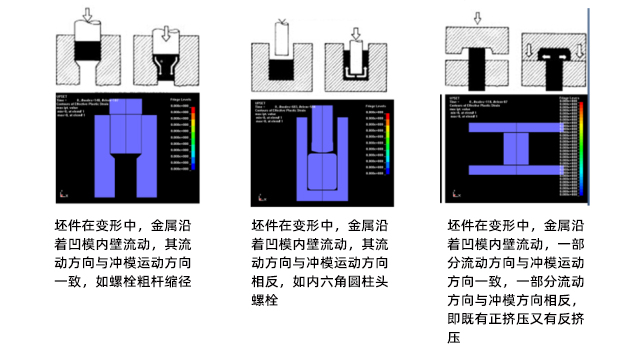
2、工模具形狀的影響:由于工模具形狀不同,所施加給坯件的作用力,以及模具與坯件接觸的摩擦力也不一樣,引致金屬在各方向流動阻力的差異,從而金屬在各方向流動分配也有所差異。
3、金屬本身性質不均的影響:金屬本身的性質不均,反映出金屬成份的不均、組織不均、以及在變形中內部溫度的不均等。這些性質的不均勻性,在金屬內部出現互相平衡的附加應力,由于內力的存在,使金屬在各自流動的阻力有所差異,變形首先發生在阻力最小的部分。
五、冷鐓工藝設計
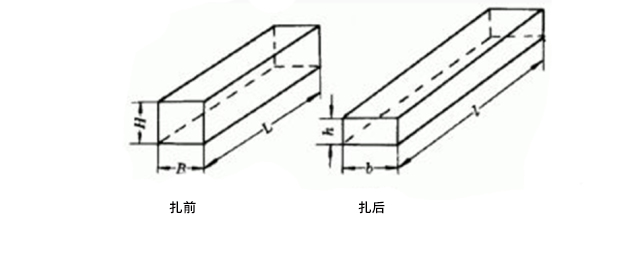
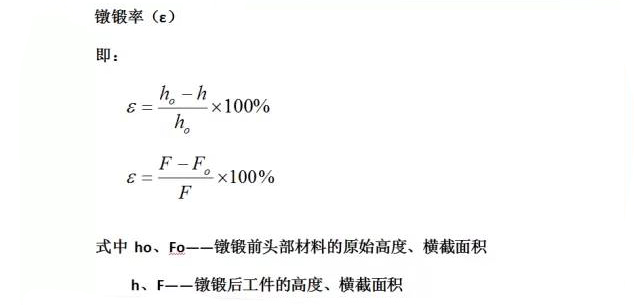
1、變形程度:是指坯料被鐓鍛部分長度在鐓鍛終了的壓縮量與原始高度的比值,或者坯料截面積在鐓鍛終了截面積的增加量與原始橫截面的比值
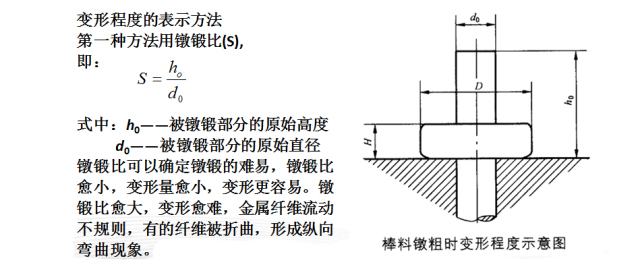
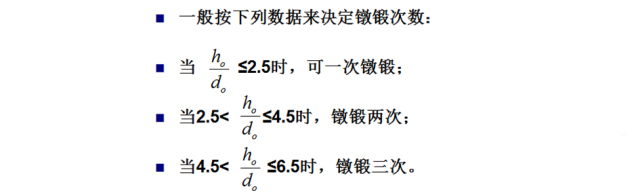
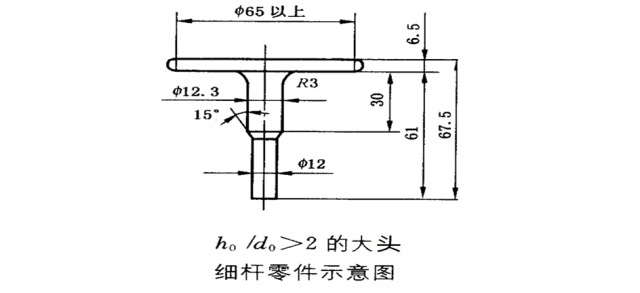
5、考慮工件頭部直徑D與高度H的比值:頭部直徑較大、高度較小的大直徑薄扁頭細桿零件,所需坯料h,/d,在2以上大頭細桿零件,若采用一次鐓鍛成形,就會在頭部邊緣處產生裂紋。類似的工件,只有增加鐓鍛次數,采用逐步成形的方法。
六、典型成型方式
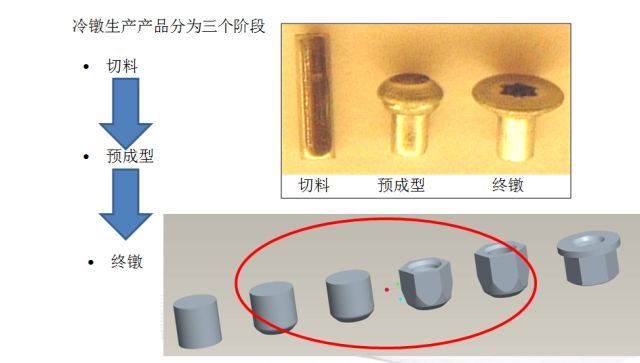
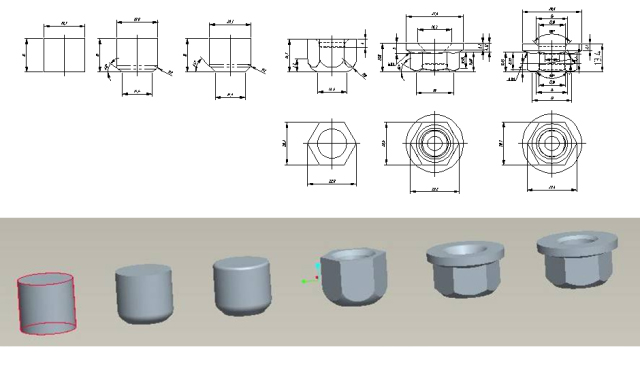
七、冷鐓成型過程
六角法蘭面螺母工藝變形圖